|
Рекомендации по выбору пневматического сборочного инструмента
Крутящий момент
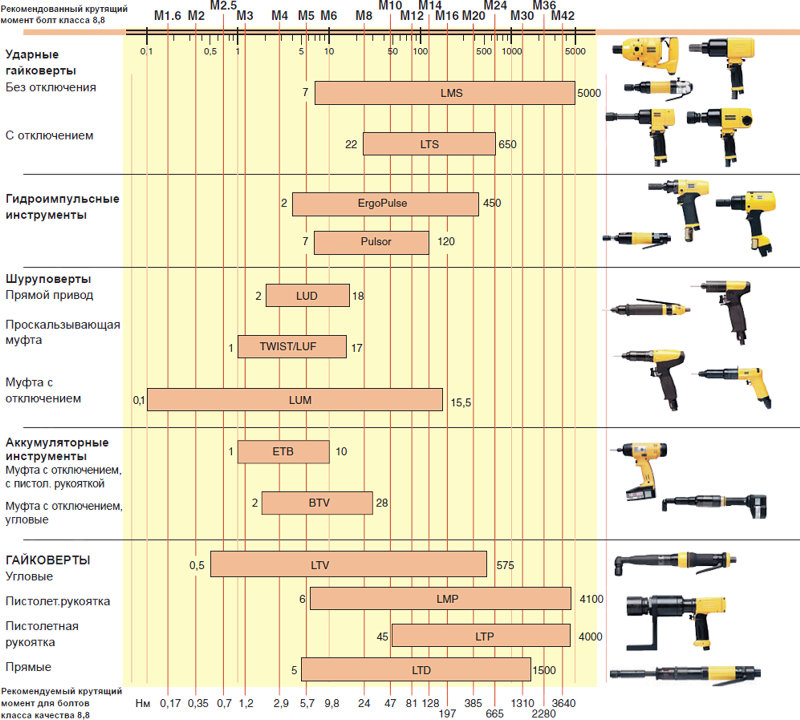
Ударные гайковерты (LMS, LTS)
Ударные гайковерты подходят для общих сборочных и ремонтных работ, где требуется мощный и легкий инструмент. Они являются наилучшими инструментами для откручивания соединений.
Ударные гайковерты с реверсом LMS и LTS компании Atlas Copco могут быстро справиться с работами по затягиванию и откручиванию соединений с высокими моментами, при этом оператор почти не устает. Инструменты LMS без отключения предназначены для универсального затягивания при высокой степени готовности инструмента. Для сокращения времени затягивания, не зависящего от действий оператора, должны использоваться модели LTS.
Гидроимпульсные инструменты (ErgoPulse)
Подходят как для общей сборки, так и для серийного производства. Они имеют те же преимущества, что и ударные гайковерты, при более высокой точности. Кроме того, вы будете обладать инструментом с высокими эргономическими характеристиками, то есть с более низкими уровнями шума и вибрации. Гидроимпульсные инструменты имеют также больший срок службы.
Гидроимпульсные инструменты с системой мониторинга (Pulsor)
Инструмент Pulsor с системой мониторинга имеет те же преимущества, что и обычные гидроимпульсные инструменты, плюс к этому — усовершенствованные функциональные возможности по обнаружению ошибок. Система состоит из инструмента, кабеля и устройства мониторинга.
Шуруповерты
Самый большой на рынке выбор высокоточных шуруповертов с эргономичной конструкцией. Все модели бессмазочные. Для всех видов работ с шурупами небольших размеров вплоть до М6.
Муфта с отключением (LUM, ETB) — рекомендуется в большинстве случаев, особенно для мелких и пластмассовых винтов. Сверхвысокая точность и самый низкий износ насадок.
Проскальзывающая муфта (TWIST/LUF) — лучше всего подходит для винтов по листовому металлу, шурупов или саморезов.
Прямой привод (LUD/LUF HRD) — дешевое альтернативное решение для шурупов и саморезов.
Гайковерты
Угловые (LTV) — пригодны для крупносерийного производства. Сверхвысокая точность и небольшая угловая головка пригодны для использования в условиях ограниченного пространства. Низкий уровень шума и вибрации.
С пистолетной рукояткой (LMP, LTP) — превосходный инструмент для быстрой и высокоточной сборки. Легкий инструмент с очень высоким крутящим моментом и низким уровнем шума.
Рекомендации по крутящему моменту
Величина крутящего момента важна для обеспечения необходимого усилия зажима. В этих таблицах показаны рекомендуемые значения крутящего момента для наиболее распространенных типов винтов и болтов.
Винты и болты с резьбой М. Крутящий момент в Нм, согласно стандарту ISO 898/1.
| Резьба |
Класс прочности |
| 3,6 |
4,6 |
4,8 |
5,8 |
8,8 |
10,9 |
12,9 |
| М1,6 |
0,05 |
0,065 |
0,086 |
0,11 |
0,17 |
0,24 |
0,29 |
| М2 |
0,10 |
0,13 |
0,17 |
0,22 |
0,35 |
0,49 |
0,58 |
| М2,2 |
0,13 |
0,17 |
0,23 |
0,29 |
0,46 |
0,64 |
0,77 |
| М2,5 |
0,20 |
0,26 |
0,35 |
0,44 |
0,70 |
0,98 |
1,20 |
| М3 |
0,35 |
0,46 |
0,61 |
0,77 |
1,20 |
1,70 |
2,10 |
| М3,5 |
0,55 |
0,73 |
0,97 |
1,20 |
1,90 |
2,70 |
3,30 |
| М4 |
0,81 |
1,10 |
1,40 |
1,80 |
2,90 |
4,00 |
4,90 |
| М5 |
0,60 |
2,20 |
2,95 |
3,60 |
5,70 |
8,10 |
9,70 |
| М6 |
2,80 |
3,70 |
4,90 |
6,10 |
9,80 |
14,0 |
17,0 |
| М8 |
|
8,90 |
10,50 |
15,0 |
24,0 |
33,0 |
40,0 |
| М10 |
|
17,0 |
21,0 |
29,0 |
47,0 |
65,0 |
79,0 |
| М12 |
|
30,0 |
36,0 |
51,0 |
81,0 |
114,0 |
136,0 |
| М14 |
|
48 |
58 |
80 |
128 |
181 |
217 |
| М16 |
|
74 |
88 |
123 |
197 |
277 |
333 |
| М18 |
|
103 |
121 |
172 |
275 |
386 |
463 |
| М20 |
|
144 |
170 |
240 |
385 |
541 |
649 |
| М22 |
|
194 |
230 |
324 |
518 |
728 |
874 |
| М24 |
|
249 |
295 |
416 |
665 |
935 |
1120 |
| М27 |
|
360 |
435 |
600 |
961 |
1350 |
1620 |
| М30 |
|
492 |
590 |
819 |
1310 |
1840 |
2210 |
| М36 |
|
855 |
1030 |
1420 |
2280 |
3210 |
3850 |
| М42 |
|
1360 |
|
2270 |
3640 |
5110 |
6140 |
| М45 |
|
1690 |
|
2820 |
4510 |
6340 |
7610 |
| М48 |
|
2040 |
|
3400 |
5450 |
7660 |
9190 |
Винты
Рекомендуемые значения максимального крутящего момента (в Нм) для необработанных смазанных винтов (с коэффициентом трения 0,125).
Метрическая крупная резьба. Крутящий момент соответствует приблизительно 62% растягивающего напряжения.
Основы техники затяжки
Материал

Материал имеет решающее значение при выборе типа винтов и крепежных инструментов. Наиболее распространенными материалами являются сталь, алюминий, пластик, дерево и различного рода строительные материалы.
Различные материалы выдерживают разные усилия зажима. Усилием зажима является сила, удерживающая соединение и обеспечивающая его функционирование. На практике усилие зажима достигается передачей определенного крутящего момента. При передаче крутящего момента при затяжке приблизительно 10% этого момента используется для усилия зажима, в то время как 90% крутящего момента идет на преодоление трения.
Трение
Для достижения наилучших результатов нужно стараться обеспечить в соединении равномерное качество и трение. Это означает, что необходимо определить размеры предварительно просверливаемых и пробиваемых отверстий, резьбовых элементов, шайб и т. д. Если имеется слишком большое различие в размерах и, таким образом, в трении, это может значительно увеличить затраты.
Винт/болт
В большинстве конструкций винт является наиболее слабым звеном в соединении. Если что-то происходит, обычно дешевле заменить винты. Однако имеются и исключения (например, если применяются такие материалы, как листовой металл или пластмасса, когда винты являются наиболее прочным звеном). Замена деталей с поврежденной резьбой может быть дорогостоящей. Поэтому в таких случаях очень важно работать с инструментом, имеющим точную муфту.
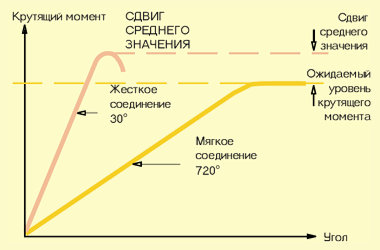
Жесткие и мягкие соединения
Соединения обычно классифицируются как жесткие и мягкие. Жесткое соединение затягивается до полного крутящего момента при установке угла затяжки около 30º после того, как винт достиг уровня закрепления. В мягком соединении до достижения полного крутящего момента винт иногда должен быть затянут больше чем на два полных оборота. Одни и те же инструменты в жестких и мягких соединениях часто дают разные крутящие моменты. Эта разница в уровне крутящего момента обычно называется сдвигом среднего значения.
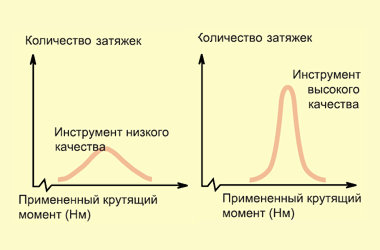
Измеряя крутящий момент в серии операций затяжки одинакового соединения, определяется мера того, насколько точно инструмент может воспроизводить затяжку. Это называется разбросом инструмента.
Разброс меньше для высококачественных инструментов и больше для низкокачественных инструментов.
Показатели производительности всех пневматических сборочных инструментов определяются при рабочем давлении 6,3 атм.
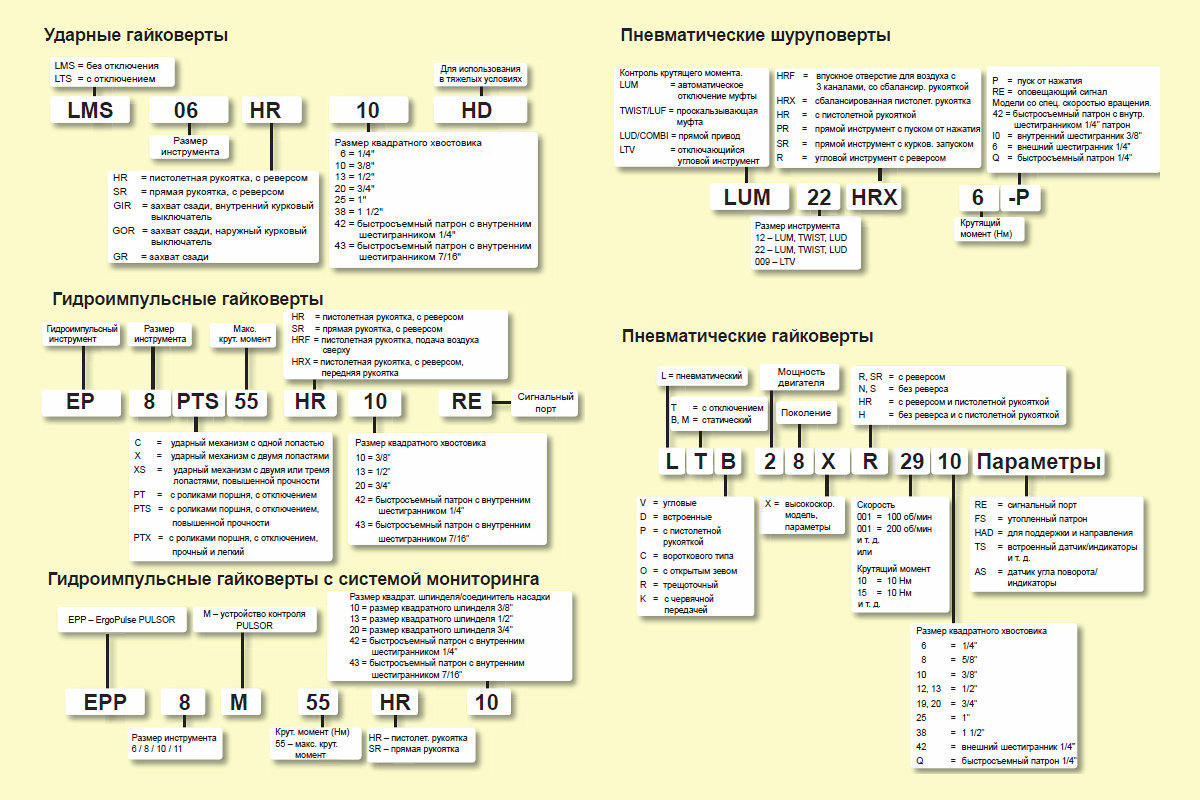
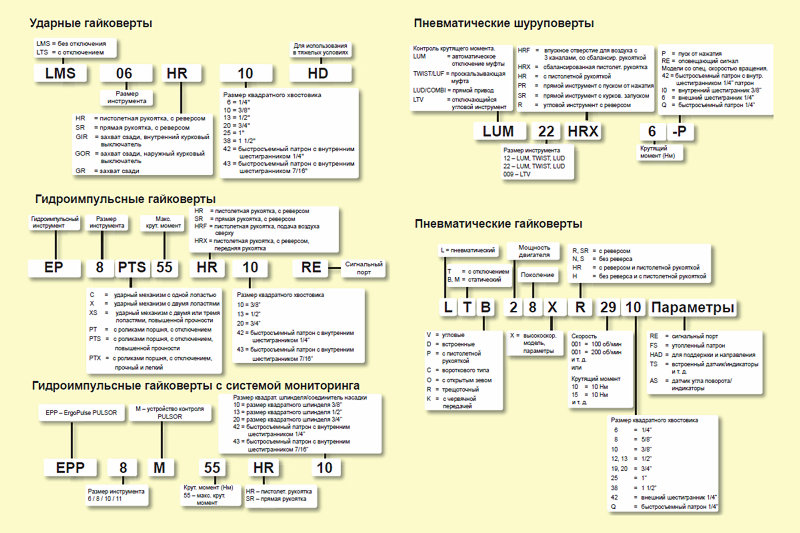
Обозначение моделей инструментов
Далее поясняется буквенно-цифровое обозначение моделей инструментов.
|